
Industrial remote monitoring systems are important for contemporary businesses, empowering them with the ability to detect and analyze equipment performance in real time. By eliminating the need for on-site visits, these solutions improve security and efficiency while reducing downtime. Cutting-edge technologies like IoT and AI may be integrated to help firms improve operational insights, streamline operations, and drastically reduce expenses.
This blog illustrates how industrial remote monitoring systems can revolutionize industries by examining their main advantages, applications, and technology enablers. Let’s start!
Definition of Industrial Remote Monitoring
Industrial remote monitoring includes monitoring and evaluating data from machinery and equipment in almost real-time without having to visit the site in person. Numerous performance measures, including leaks, maintenance requirements, vibration levels, emissions, data readings, pressure, voltage, and other possible risks, may be remotely monitored by operators.
5 Significant Benefits of Remote Monitoring Systems
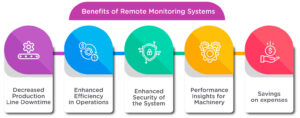
1. Decreased Production Line Downtime
In industrial facilities, one of the most dreaded situations is downtime. In order to find flaws that might create serious problems, maintenance personnel frequently carefully examine machinery. Remote machine monitoring systems, which offer real-time alarms and information on the condition of the equipment, may significantly minimize downtime.
2. Enhanced Efficiency in Operations
Production resource allocation and machine performance may be optimized through the use of remote machine monitoring systems. Think of a textile factory who wants to both improve output and decrease waste. They can use sensors to track how much energy different weaves use and determine which ones are less effective. By examining the collected data, the business may modify equipment settings or plan maintenance for off-peak times.
Additionally, operators may manage several computers from a single dashboard thanks to remote monitoring. There may be less need for on-site monitoring thanks to the operators’ aerial view from the dash. Centralizing the monitor and control helps improve overall operational efficiency.
3. Enhanced Security of the System
Threats to production information are genuine in the context of Industry 4.0 since cyberattacks and breaches can occur at any time. Systems for remote machine monitoring include robust network security.
On-site data storage and transfer make them even better. One major advantage is that security personnel may be informed of anomalous activity or possible breaches via real-time monitoring systems. Because of the increased security, there is less chance of data theft or sabotage, ensuring the safety of the industrial operations.
4. Performance Insights for Machinery
Machine performance insights are crucial because they enable firms to enhance product quality and streamline operations. Using data analytics, a food processing facility, for instance, may monitor variables like temperature, humidity, and mixing times to monitor the uniformity of product production.
Variations can be identified by the system, which can then recommend changes to maintain quality requirements. These insights may help businesses, even in other sectors, optimize their processes to reduce waste and generate consistently high-quality products. Manufacturers may continually enhance their operations to save production costs and raise customer satisfaction by utilizing data.
5. Savings on expenses
Organizations may maximize asset productivity and save operating expenses by utilizing the insightful information that cloud-based remote monitoring systems offer. For instance, remotely monitoring and controlling facilities and conditions reduces the need for on-site staff, which lowers operating costs and boosts profitability for businesses.
Role of Technology in Remote Monitoring Systems
Internet of Things (IoT)
To enable remote monitoring of industrial equipment, the Internet of Things is necessary. Vibration, temperature, and pressure are just a few of the elements that organizations may get real-time data on by connecting sensors and equipment to the internet.
These sensors send the data to a cloud platform or central system, where it is processed to reveal information about how well the equipment is working. With the help of this real-time data, firms can keep an eye on performance patterns, spot irregularities, and move quickly to address them.
IoT technology also makes it possible to automate and remotely operate equipment, which improves operational efficiency. IoT sensors in a manufacturing facility, for instance, may modify machine settings in response to real-time data, streamlining output and cutting waste.
Artificial Intelligence (AI)
Remote monitoring of industrial machinery is being revolutionized by artificial intelligence (AI). AI systems are able to examine enormous volumes of sensor data, find trends, spot possible problems, and even forecast equipment breakdowns.
Businesses may use AI to build predictive maintenance techniques, which will guarantee that maintenance is done exactly when it’s needed and cut down on needless downtime. AI-powered remote monitoring systems may also send out messages and warnings when certain thresholds or situations are reached, enabling organizations to act right away.
AI also makes it possible for machinery to learn from past data and improve its own performance. Businesses across a range of sectors may benefit from ongoing improvements in equipment efficiency and dependability brought about by this self-learning capacity, which might ultimately result in cost savings and competitive advantages.
Wrapping Up!
Industrial remote monitoring technologies are transforming cost savings, security, and operational efficiency. Businesses may anticipate maintenance requirements, increase overall efficiency, and monitor machines in real time by utilizing IoT and AI technology.
The knowledge gathered from these systems helps firms stay competitive by assisting them in adapting to changing problems and ensuring equipment dependability. Remote monitoring systems will be essential in promoting more intelligent, environmentally friendly operations as firms adopt Industry 4.0.
For more knowledgeable and tech-savvy content, visit us at HiTechNectar.
You May Also Like to Read:
Role of Manufacturing in Top Industrial Robotics Applications